
उत्पादन


SUS304/ Teflon कोटिंग कन्सेन्ट्रिक रेड्युसर
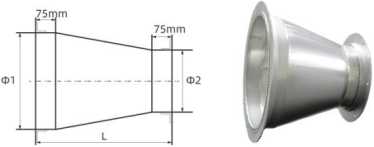

| लेख नं. | व्यास (मिमी) | व्यास (मिमी) | लम्बाइ (मिमी) | मोटाई (मिमी) |
| RE-0100 | १०० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0150 | १५० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0200 | २०० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0250 | २५० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0300 | ३०० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0350 | ३५० |
|
| 0.8 (वा ग्राहकको अनुरोध) |
| RE-0400 | ४०० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0450 | ४५० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0500 | ५०० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0550 | ५५० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0600 | ६०० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0650 | ६५० |
|
| 1.0 (वा ग्राहकको अनुरोध) |
| RE-0700 | ७०० |
|
| १.२ (वा ग्राहकको अनुरोध) |
| RE-0750 | ७५० |
|
| १.२ (वा ग्राहकको अनुरोध) |
| RE-0800 | ८०० |
| La01-O>2+150 | १.२ (वा ग्राहकको अनुरोध) |
| RE-0850 | ८५० | <०१ | or | १.२ (वा ग्राहकको अनुरोध) |
| RE-0900 | ९०० | ① १ भन्दा सानो | ग्राहक आवश्यकता अनुसार अनुकूलित | १.२ (वा ग्राहकको अनुरोध) |
| RE-0950 | ९५० |
| ग्राहकको अनुरोध | १.२ (वा ग्राहकको अनुरोध) |
| RE-1000 | १००० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1100 | ११०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1200 | १२०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1300 | १३०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1400 | १४०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1500 | १५०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1600 | १६०० |
|
| १.५ (वा ग्राहकको अनुरोध) |
| RE-1700 | १७०० |
|
| 2.0 (वा ग्राहकको अनुरोध) |
| RE-1800 | १८०० |
|
| 2.0 (वा ग्राहकको अनुरोध) |
| RE-1900 | १९०० |
|
| 2.0 (वा ग्राहकको अनुरोध) |
| RE-2000 | २००० |
|
| 2.0 (वा ग्राहकको अनुरोध) |
| RE-2500 | २५०० |
|
| २.५ (वा ग्राहकको अनुरोध) |
| RE-3000 | 3000 |
|
| २.५ (वा ग्राहकको अनुरोध) |
| RE-3600 | ३६०० |
|
| २.५ (वा ग्राहकको अनुरोध) |
नोट:
2000mm भन्दा बढी डक्ट व्यास अनुरोध मा उपलब्ध छ।
डक्ट मोटाई SMACNA "राउन्ड औद्योगिक डक्ट निर्माण मापदण्डहरू** कक्षा १ र ५ को दबाबमा -2500Pa (-10 in.wg) मा बनाइएको छ। र यसलाई ग्राहकको अनुरोध अनुसार परिवर्तन गर्न पनि सकिन्छ।
1. हावा नलिकाको भाग (पाइप भित्रको फ्ल्यान्ज सतह सहित) पेन्ट गरिनु पर्छ, स्यान्डब्लास्टिङको खुरपनाले 3.0 G/S76, 40μm वा बढीको खुर्दा र बाहिर अवशिष्ट बालुवा कणहरू र धातुको धुलो पूरा गर्नुपर्छ। स्यान्डब्लास्टिङ पछि पाइप हटाउनु पर्छ।डक्ट वर्कपीसको सतह सफा छ कि छैन र वर्कपीस एल्युमिनियम पन्नीले छोपिएको छ कि छैन भनी पुष्टि गर्नुहोस्।
2. कोटिंग कोठामा पाइप फिटिङहरू तान्नुहोस्, पेन्टिङ सुरु गर्नुहोस्, इलेक्ट्रोस्टेटिक पाउडर कोटिंग मेसिन र विस्तारित स्प्रे गन ट्यूबको साथ स्प्रे गर्नुहोस्, 15 ~ 20 मिनेटको लागि कच्चा मालको विशेषताहरू अनुसार सिन्टरिङ समय मध्यम समायोजन गर्नुहोस्, र सिन्टरिङ तापमान दायरा छ। 285°~300°C
3.100% कुल गुणस्तर निरीक्षण (फिल्म मोटाई पत्ता लगाउने, पिनहोल पत्ता लगाउने), कोटिंग फिल्म मोटाई पत्ता लगाउन फिल्म मोटाई परीक्षकको साथ।फिल्म मोटाई 260 ± 30 μm छ।कोटिंगमा पिनहोल छ कि छैन भनेर पत्ता लगाउन पिनहोल डिटेक्टर प्रयोग गरिन्छ।मानक पत्ता लगाउने भोल्टेजलाई 2.5KV मा समायोजन गर्नुहोस्, यदि त्यहाँ सुईहरू छन् जुन मर्मत वा पुन: काम गर्न आवश्यक छ।गुणस्तर निरीक्षण पछि फिल्म मोटाई र पिनहोल परीक्षण परिणाम "डक्ट Coatung गुणस्तर निरीक्षण फारम" मा रेकर्ड गर्नुपर्छ।
4. 2000mm भन्दा बढी डक्ट व्यास अनुरोध मा उपलब्ध छ।डक्ट मोटाई SMACNA मा बनाइएको छ।र यो पनि ग्राहकको अनुरोध रूपमा परिवर्तन गर्न सकिन्छ।









